Tiga fungsi
utama dari gambar teknik adalah :
- Penyampaian Informasi
Gambar mempunyai tugas meneruskan maksud dari
perancang dengan tepat kepada orang-orang yang bersangkutan, kepada perencanaan
proses, pembuatan, pemeriksaan, perakitan.
- Penyimpanan dan penggunaan
keterangan (data teknis)
Gambar merupakan data teknis yang sangat ampuh, dimana
teknologi dari perusahaan dipadatkan dan dikumpulkan. Untuk itu diperlukan
cara-cara penyimpanan, kodifikasi nomor urut gambar dan sebagainya.
- Cara-cara pemikiran
(perencanaan) data penyiapan informasi

KONFIGURASI
PERMUKAAN DALAM GAMBAR
Untuk
mengetahui mutu tiap-tiap bagian dari suatu komponen, kekasaran permukaan
dan pengerjaan permukaan merupakan suatu ketentuan mutlak didalam teknik
penggambaran sketsa. Pada
penunjukkan kekasaran permukaan diperlukan suatu lambang, yang dapat mewakili
tingkat kekasaran dari hasil proses suatu benda kerja.

Suaian.Sistem
satuan poros dan sistem satuan lubang
Definisi Suaian : Perbedaan ukuran
yang diizinkan untuk suatu pemakain tertentu dari pasangan
Fungsi/Kegunaan
Suaian:
Standardisasi elemen-elemen yang berpasangan bebas.
Ada 2
batasan umum untuk menentukan suaian:
·
Golongan
lubang: diameter
lubang, lebar alur, lebar slot, dan lain sebagainya
· Golongan poros: poros, pasak, batang silinder dan
sejenisnya.
Ada 3
jenis Suaian :
·
Suaian
longgar (Clearance Fit): sebelum maupun sesudah dipasang pasti ada kelonggaranya
·
Suaian Pas
(Transition Fit): kemungkinan terjadi kelonggaran atau kesesakan
kecil tergantung pada hasil ukuran.
·
Suaian sesak
(Interference Fit): sebelum maupun sesudah dipasang pasti ada kesesakannya
Selain
toleransi linier, kadang-kadang diperlukan untuk mencantumkan toleransi
geometri (bentuk dan posisi), untuk membuat komponen yang mampu tukar seperti
komponen mesin otomotif, sehingga komponen tersebut dapat dibuat pada tempat
yang berbeda dengan peralatan yang berbeda pula. Toleransi geometri hanya
dicantumkan apabila benar-benar diperlukan setelah melalui pertimbangan yang
matang.
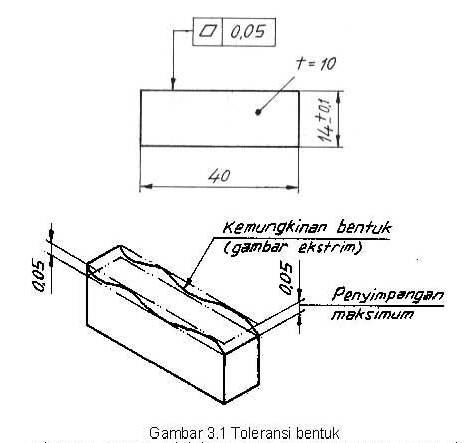
Pengertian :
Toleransi
bentuk adalah penyimpangan bentuk benda kerja yang diizinkan apabila dibandingkan
dengan bentuk yang dianggap ideal, diperlihatkan oleh gambar berikut ini.
Toleransi
posisi adalah penyimpangan posisi yang diizinkan terhadap posisi yang digunakan
sebagai patokan (datum feature).

Pada contoh
di atas, alas dari balok digunakan sebagai patokan sedangkan sisi tegak
merupakan bidang yang ditoleransi.
Penyajian
pada Gambar Kerja
Lambang
untuk menunjukkan suatu patokan digambarkan dengan segi tiga sama kaki yang
dihitamkan, disambung dengan garis tipis yang berakhir pada kotak, di dalam
kotak terdapat huruf patokan yang dibuat dengan huruf kapital. Huruf-huruf yang
menyerupai angka harus dihindarkan, misalnya huruf O.
untuk
patokan, Gambar berikut ini menunjukkan bahwa bidang sebagai patokan, cara
penggambarannya ialah segi tiga patokan tidak segaris dengan garis ukur.

Untuk
menunjukkan bahwa garis tengah (sumbu) sebagai patokan maka cara menggambarnya
ialah dengan mencantumkan segi tiga patokan segaris dengan garis ukur, seperti
diperlihatkan oleh gambar berikut ini.

Segi tiga
patokan dicantumkan pada garis tengah dari beberapa lubang untuk menunjukkan
bahwa garis tengah tersebut sebagai patokan, diperlihatkan oleh gambar berikut
ini.

Angka dalam
kotak menunjukkan bahwa secara teoritis ukuran harus tepat. Penerapan dari angka
dalam kotak diperlihatkan oleh gambar berikut ini, pengertiannya ialah secara
praktik Penitik (Senter) boleh bergeser asal.
jangan lebih
dari ±0,02 mm, untuk mudahnya ukuran 10 akan berada antara 9,99 mm10,01 mm dan
ukuran 11 akan berada antara 10,99 mm-11,01 mm.

Bagian yang
Ditoleransi
Perbedaan
antara bagian yang ditoleransi dengan patokan terletak pada ujung garis
penunjuknya, bagian yang ditoleransi ditunjukkan dengan anak panah, berakhir
pada hal-hal berikut.
- Garis benda atau
perpanjangannya apabila yang ditoleransi adalah bidang.
- Garis ukur apabila yang
ditoleransi adalah sumbu.
- Garis sumbu apabila yang
ditoleransi adalah sumbu dari beberapa lubang/bagian (seperti pada
patokan).

Contoh
Penggunaan
Pada gambar
berikut ini kedua garis penunjuk diakhiri dengan anak panah, hal ini
menunjukkan bahwa operator diberi keleluasaan untuk menentukan bidang patokan
dan bidang yang ditoleransi (memilih salah satu).

Untuk kasus
seperti gambar berikut, sebagai patokan adalah bidang yang ditempeli oleh segi
tiga patokan (sebelah kiri).


Sampai saat
ini, untuk membuat suatu benda kerja, sulit sekali untuk mencapai ukuran
dengan tepat, hal ini disebabkan antara lain oleh :
a) Kesalahan
melihat alat ukur
b) Kondisi
alat/mesin
c) Terjadi
perubahan suhu pada waktu penyayatan/pengerjaan benda
kerja.
Berdasarkan
paparan tersebut, setiap ukuran dasar harus diberi dua penyimpangan izin yaitu
penyimpangan atas dan penyimpangan bawah. Perbedaan antara penyimpangan atas
dan penyimpangan bawah adalah toleransi. Tujuan penting toleransi ini adalah
agar benda kerja dapat diproduksi secara massal pada tempat yang berbeda dan
tetap dapat memenuhi fungsinya, terutama fungsi mampu tukar, seperti pada suku
cadang mesin otomotif yang diperdagangkan.
Istilah
dalam Toleransi
Pengertian
istilah dalam lingkup toleransi dapat dilihat pada gambar dan paparan berikut
ini.

Ud = ukuran dasar (nominal), ukuran
yang dibaca tanpa penyimpangan
Pa = Penyimpangan atas (upper
allowance), penyimpangan terbesar yang diizinkan
Pb = penyimpangan bawah (lower
allowance) penyimpangan terkecil yang diizinkan
Umaks = ukuran maksimum izin, penjumlahan
antara ukuran dasar dengan penyimpangan atas
Umin = ukuran minimum izin,
penjumlahan antara ukuran dasar dengan penyimpangan bawah.
TL =
toleransi lubang; TP = toleransi
poros : perbedaan antara penyimpangan atas dengan penyimpangan bawah atau
perbedaan antara ukuran maksimum dengan ukuran minimum izin.
GN = garis nol, ke atas
daerah positif dan kebawah daerah negatif.
US =
ukuran sesungguhnya, ukuran dari hasil pengukuran benda kerja setelah
diproduksi, terletak diantara ukuran minimum izin sampai dengan ukuran maksimum
izin.
Ukuran dasar
adalah ukuran/dimensi benda yang dituliskan dalam bilangan bulat. Daerah
toleransi adalah daerah antara harga batas atas dan harga batas bawah.
Penyimpangan adalah jarak antara ukuran dasar dan ukuran sebenarnya.
C. Suaian
Apabila dua
buah komponen akan dirakit maka hubungan yang terjadi yang ditimbulkan oleh
karena adanya perbedaan ukuran sebelum mereka disatukan, disebut dengan suaian
(fit). Suaian ada tiga kategori, yaitu:
- Suaian Longgar (Clearance
Fit):
selalu menghasilkan kelonggaran, daerah toleransi lubang selalu terletak
di atas daerah toleransi poros.
- Suaian paksa (Interference
Fit):
suaian yang akan menghasilkan kerapatan, daerah toleransi lubang selalu
terletak di bawah toleransi poros.
- Suaian pas (Transition Fit): suaian yang dapat
menghasilkan kelonggaran ataupun kerapatan, daerah toleransi lubang dan
daerah toleransi poros saling menutupi.
Tiga jenis
suaian tersebut dijelaskan pada Gambar 15.3 dan Gambar 15.4. Untuk
mengurangi
banyaknya kombinasi yang mungkin dapat dipilih maka ISO telah menetapkan dua
buah sistem suaian yang dapat dipilih, yaitu:
1. sistem
suaian berbasis poros (shaft basic system),
2. sistem
suaian berbasis lubang (hole basic system).
Apabila
sistem suaian berbasis poros yang dipakai maka penyimpangan atas
toleransi
poros selalu berharga nol (es = 0). Sebaliknya, untuk sistem suaian berbasis
lubang maka penyimpangan bawah toleransi lubang yang bersangkutan selalu
bernilai nol (EI = 0).

D. Cara
Penulisan Toleransi Ukuran/Dimensi
Ukuran
toleransi untuk poros menggunakan huruf kecil (a-z) sedangkan ukuran toleransi
untuk lubang menggunakan huruf kapital (A-Z).Toleransi dituliskan di gambar
kerja dengan cara tertentu sesuai dengan standar yang diikuti (ASME atau ISO).
Toleransi bisa dituliskan dengan beberapa cara:
- Ditulis menggunakan ukuran
dasar dan penyimpangan yang diizinkan.
- Menggunakan ukuran dasar dan
simbol huruf dan angka sesuai dengan standar ISO, misalnya : 45H7, 45h7,
30H7/k6.

Toleransi
yang ditetapkan bisa dua macam toleransi (Gambar 15.5), yaitu toleransi
bilateral dan toleransi unilateral. Kedua cara penulisan toleransi tersebut
yaitu a dan b sampai saat ini masih diterapkan. Akan tetapi cara b lebih
komunikatif karena:
- Memperlancar komunikasi sebab
dibakukan secara internasional.
- Mempermudah perancangan
(design) karena dikaitkan dengan fungsi.
- Mempermudah perencanaan proses
kualitas.
Pada
penulisan toleransi ada dua hal yang harus ditetapkan, yaitu:
- Posisi daerah toleransi
terhadap garis nol ditetapkan sebagai suatu fungsi ukuran dasar.
Penyimpangan ini dinyatakan dengan simbol satu huruf (untuk beberapa hal
bisa dua huruf). Huruf kapital untuk lubang dan huruf kecil untuk poros.
- Toleransi, harganya/besarnya
ditetapkan sebagai suatu fungsi ukuran dasar. Simbol yang dipakai untuk
menyatakan besarnya toleransi adalah suatu angka (sering disebut angka
kualitas).
Contoh: 45
g7 artinya suatu poros dengan ukuran dasar 45 mm posisi daerah toleransi
(penyimpangan) mengikuti aturan kode g serta besar/harga toleransinya menuruti
aturan kode angka 7.
Catatan:
Kode g7 ini mempunyai makna lebih jauh, yaitu:
- Jika lubang pasangannya
dirancang menuruti sistem suaian berbasis lubang (mis: 45H6) akan terjadi
suaian longgar. Bisa diputar/digeser tetapi tidak bisa dengan kecepatan putaran
tinggi.
- Poros tersebut cukup dibubut
tetapi perlu dilakukan secara seksama(Jika terpaksa perlu digerinda.
- Dimensinya perlu dikontrol
dengan komparator sebab untuk ukuran dasar 45 mm dengan kualitas 7
toleransinya hanya 25 m. Apabila komponen dirakit, penulisan suatu suaian
dilakukan dengan menyatakan
ukuran
dasarnya yang kemudian diikuti dengan penulisan simbol toleransi dari masing
masing komponen yang bersangkutan.
Simbol lubang dituliskan terlebih dahulu:
45 H8/g7 atau 45 H8–g7 atau 45H8/g7
masing komponen yang bersangkutan.
Simbol lubang dituliskan terlebih dahulu:
45 H8/g7 atau 45 H8–g7 atau 45H8/g7
Artinya
untuk ukuran dasar 45 mm, lubang dengan penyimpangan H berkualitas toleransi 8,
berpasangan dengan poros dengan penyimpangan berkualitas toleransi 7.
Untuk simbol
huruf (simbol penyimpangan) digunakan semua huruf abjad kecuali I, l, o, q dan
w (I, L, O, Q, dan W), huruf ini menyatakan penyimpangan minimum absolut
terhadap garis nol. Hal tersebut dapat dilihat di Gambar 15.6. Besarnya
penyimpangan dapat dilihat pada tabel di Lampiran.
a.
Huruf a sampai h (A sampai H) menunjukkan minimum material condition (smallest
shaft largest hole).
b.
Huruf Js menunjukkan toleransi yang pada prinsipnya adalah simetris terhadap
garis nol.
c.
Huruf k sampai z (K sampai Z) menunjukkan maximum material condition (largest
shaft small-est hole).

E. Toleransi Standar dan Penyimpangan
Fundamental
1. Toleransi
Standar (untuk Diameter Nominal sampai dengan 500 mm)
Dalam sistem
ISO telah ditetapkan 20 kelas toleransi (grades of tolerance) yang
dinamakan toleransi standar yaitu mulai dari IT 01, IT 0, IT 1 sampai dengan IT
18. Untuk kualitas 5 sampai 16 harga dari toleransi standar dapat dihitung
dengan menggunakan satuan toleransi i (tolerance unit), yaitu:


Contoh pembuatan tabel toleransi standar untuk diameter
sampai dengan 500 mm
Misalnya untuk diameter diatas 30 s.d 50 mm
D = √30x50 = 38,730mm
I = 0,45(D) 1/3 +0,001D = 1,5612 mm
IT01 = 0,3 + 0,008D = 0,6 µm
IT01 = 0,3 + 0,008D = 0,6 µm
|
IT0 = 0,5 + 0,012D = 1 µm
|
IT1 = 0,8 + 0,020D = 1,5 µm
|
IT5 = 7 i = 11 µm
|
IT3= √IT1xIT5 = 4 µm
|
IT2= √IT1xIT3 = 2,5 µm
|
IT4= √IT3xIT5 = 7 µm
|
IT6 = 10 i = 16 µm
|
IT7 = 16 i = 25 µm
|
IT8 = 25 i = 39 µm
|
IT9 = 40 i = 62 µm
|
IT10 = 64 i = 100 µm
|
IT11 = 100 i = 160 µm
|
IT12 = 160 i = 250 µm
|
IT13 = 400 i = 390 µm
|
IT14 = 400 i = 620 µm
|
IT15 = 640 i = 1000 µm
|
IT16 = 1000 i = 1600 µm
|
IT17 = 1600 i = 2500 µm
|
IT18 = ---- µm
|
Tabel Toleransi stanmdar
untuk diameter sasmpai dengan 500 mm
Diameter
(mm)
|
Angka kualitas(IT=International Tolerance) µm
|
|||||||||
01
|
0
|
1
|
2
|
3
|
4
|
5
|
........
|
15
|
16
|
|
≤
3
|
0,3
|
0,5
|
0,8
|
1,2
|
2
|
3
|
4
|
400
|
600
|
|
>3
-6
|
0,4
|
0,6
|
1
|
1,5
|
2,5
|
4
|
5
|
480
|
750
|
|
Ø
.....
|
||||||||||
>30
- 50
|
0,6
|
1
|
1,5
|
2,5
|
4
|
7
|
11
|
1000
|
1600
|
|
>........
|
||||||||||
>400
- 500
|
4
|
6
|
8
|
10
|
15
|
20
|
27
|
2500
|
4000
|
|
Tidak ada komentar:
Posting Komentar